ERP整體解決方案









1. 預測策略設定

(1) 設定生產周期天數
(2) 設定歷史出貨天數
(3) 設定最小安全庫存天數
(4) 設定最大安全庫存天數
計算規則
平均出貨數量 = 歷史出貨天數總計 / 歷史出貨天數
最小安全庫存 = 平均出貨數量 * 最小安全天數
最大安全庫存 = 平均出貨數量 * 最大安全天數
在途數量 = 已經下達生產工單的數量
觸發時機:庫存 + 在途數量 < 最小安全庫存
計劃數量 = 最大安全庫存 – 庫存 – 在途 + 需求數量(訂單數量) + 最低安全庫存
見以下生產計劃單
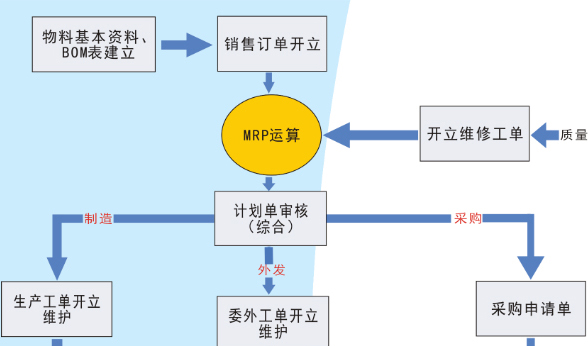
2. 生產計劃單

計算:392 = 519 – 103 – 30 + 6
3. 生產計劃設定
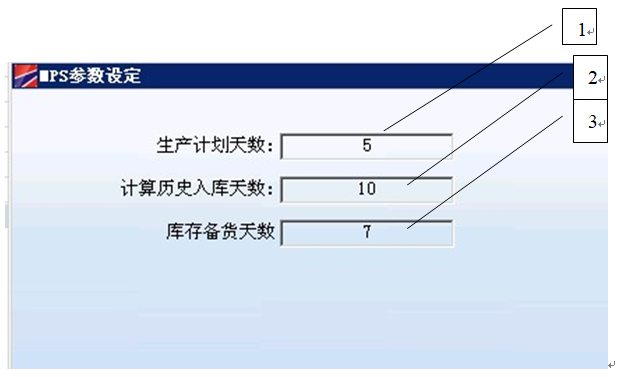
(1) 設定計劃排程的天數
(2) 設定歷史入庫天數
(3) 設定庫存備貨天數
庫存備貨 = 庫存備貨天數 * 平均出貨數量
計劃數量 = 欠料數量 + 庫存備貨
平均入庫數量 = 歷史入庫天數總數 / 歷史入庫天數
每天的計劃數量 = 計劃數量 * 產品難度系數 <= 平均入庫數量
見以下排程表
4. 生產排程表
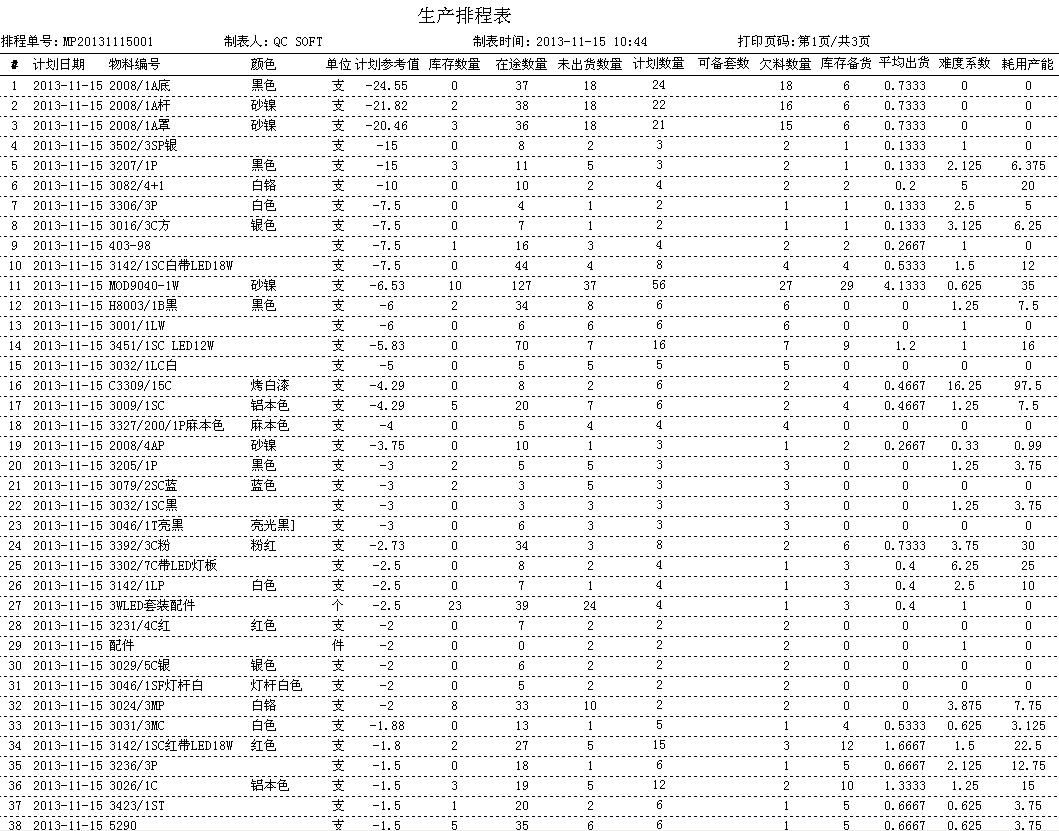
計算:計劃數量 24 = 18(欠料) + 6(庫存備貨)
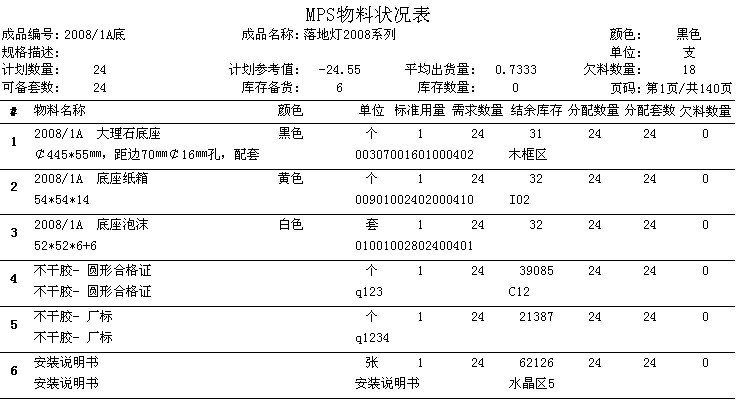
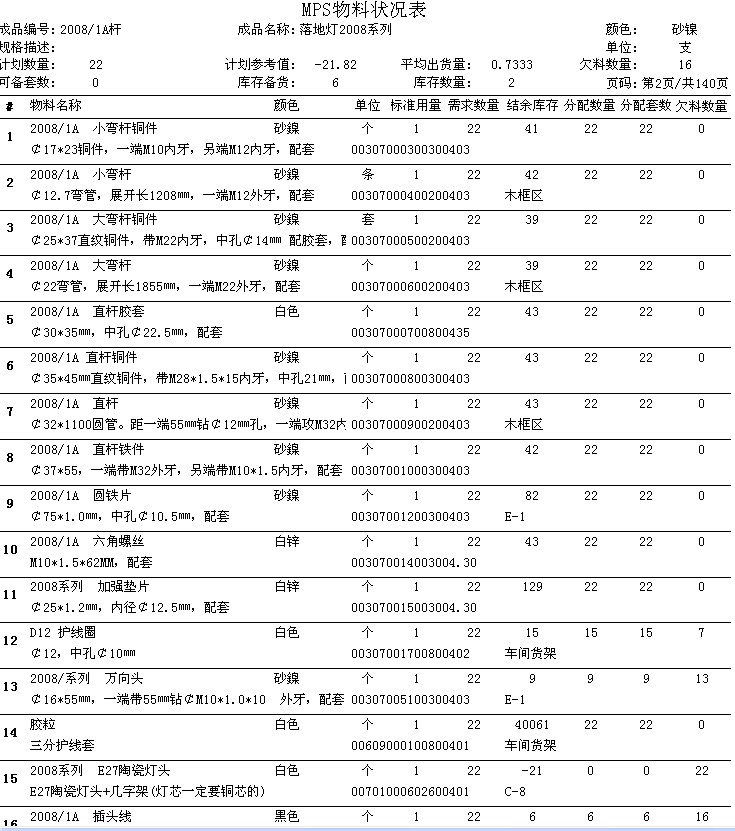
5. MPS物料狀況表
計算出每個產品原材料的配套狀況




電話: 0760-86888808
手機: 13590940718(微信)
專線: 18022022261
QQ: 549590397





掃描二維碼,保存聯系方式









 當前所在頁面:
當前所在頁面:
