ERP整體解決方案









方案達成目標
目標01.根據事先制定的裝箱規(guī)則,按規(guī)則掃碼裝箱,然后出貨。在掃碼裝箱的過程中,確保不會裝錯貨,裝少貨,裝多貨
目標02.通過系統(tǒng)記錄每個操作員的操作過程,記錄每個出貨單的裝箱箱號,每個裝箱的物料條形碼唯一編號
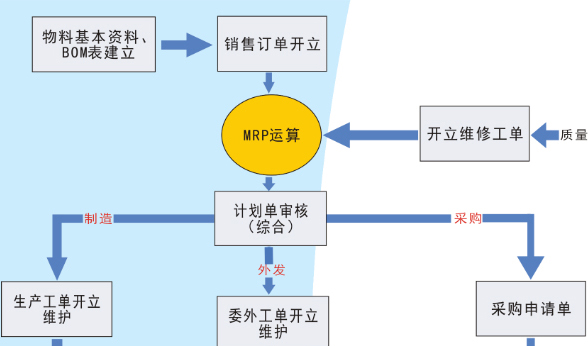
01.裝箱出貨流程圖

02.出箱出貨流程圖,流程圖描述:
01. 設計部門將‘出貨清單’進行分解后,錄入到ERP軟件,
比如本張出貨單需要出那些物料,數量,物料名稱,物料規(guī)格型號等
02. 生產部門根據設計部門錄入的‘出貨清單’來做裝箱清單,
即本張出貨單,裝多少個箱子及每個箱子里面每別裝什么物料,數量多少
03. 生產部門做好裝箱清單后,由業(yè)務部打印出來,交給生產車間
04. 生產車間生產完成之后,粘貼標簽,并且掃碼入庫
05. 開始掃碼裝箱,在邊裝箱邊掃碼的過程中,進行檢查;裝箱完成,打印外箱標簽,進行粘貼
06. 最后掃碼出貨,打印裝柜清單
其中第‘05’步,掃碼檢查以下管控點:
1.掃碼裝箱過程中,如果不是本箱的,則提示不能放入
2.如果少放或者漏放,則不能打印裝箱單,并提示少放的物料是那些
3.如果確實放不下或者需要多放,則需要通知生產部修改裝箱清單后,重新再掃碼裝箱
4.全部裝箱完成后,通過App軟件和便攜式藍牙打印機打印出外箱裝箱清單
03.數據模擬及操作界面
1. 出貨清單經設計部門分解后,錄入內容如下:

2. 生產部門做裝箱清單,比如裝個箱子

3. 業(yè)務部門打印,每個物料標簽如下:

標簽可以用條形碼或者是二維碼;系統(tǒng)會記錄每個碼號所代表的物料,及對應箱號和數量
4. 掃碼裝箱出貨

5. 裝箱單標簽如下

以上的所有的標簽格式,可以根據客戶需求進行定制,所有細節(jié)流程需和客戶詳細討論后確認
6.硬件設備參考





電話: 0760-86888808
手機: 13590940718(微信)
專線: 18022022261
QQ: 549590397





掃描二維碼,保存聯(lián)系方式









 當前所在頁面:
當前所在頁面:
