ERP整體解決方案









方案簡要說明
小型的來料加工企業,一般規模小,業務雜,人員少,東西多。
前期對軟件的需求主要是快速上線,使用簡單,能對好賬,能搞清楚收了多少料,送了多少料,收了多少款,然后到了月底能出個對賬單。
軟件實施節約費用成本,基本上要求7天左右就可以開始上線。
對此,企誠軟件專門針對此情況開發了一套來料加工行業的解決方案
( 以下解決方案,會不斷的進行改進升級,提供更好方案 )
方案詳細說明
1. 應用企業背景
1.1 來料加工行業,比如燈飾行業的電鍍廠、烤漆廠、噴涂廠等
1.2 比較適應于一個物料進然后一件物料出,‘一對一’的加工來料生產模式
1.3 系統能夠成功追蹤到收了多少件,出了多少件,退了多少件,報廢了多少件等數量
2. 系統編碼規則
2.1客戶資料編碼: 客戶簡稱 + 3至4 碼流水號, 其中流水號為101,102 .. 開頭

流水號區間范圍 101 – 899 , 可供800位客戶; ( 編號規則根據實際情況來制定 )
2.2 供應商資料編碼: 供應商簡稱 + 3至4碼流水號,其中流水號為 901,902.. 開頭

流水號區間范圍 901 – 999 , 可供99位供應商資料 ( 編號規則根據實際情況來制定 )
2.3 保證所有的客戶資料和供應商,加在一起,流水號不重復
2.4 成品資料編碼
2.4.1原則上客戶已經有成品編碼規則的,則延用客戶的成品編碼規則,如果客戶沒有編碼規則,只有成品名稱的,則需要我方人員進行編碼
2.4.2 成品編碼規則: 客戶3碼流水號標識 + 4碼流水號

其中4碼流水號區間范圍 0001 – 9999 , 可供 9999種成品物料,足夠使用,( 編號規則根據實際情況來制定 )
2.4.3成品物料名稱和規格描述, 采用客戶那邊的名稱的規格描述, 一般材質、顏色、尺寸、長寬高等屬于放到規格描述里面, 以逗號進行分隔開
比如規格描述: “9805重型柱式通道,執手鎖,面飾黑色,材質鋅合金,分體方擋蓋,鎖舌45度60/70mm”
2.5 原材料編碼
原材料編碼方式和以上成品編碼方式基本上類似

2.6 物料分組編碼
物料分組在系統中沒有具體的作用,主要是為方便快速查詢選擇物料資料。
物料分組 = 客戶編碼資料 + 供應商編碼資料 , 可以快速查找每個客戶的來料加工成品;
來料加工行業的物料分組規則,直接以客戶為中心,進行分組,建議有多少個客戶就有多少個物料分組;物料分組和客戶編號相同即可
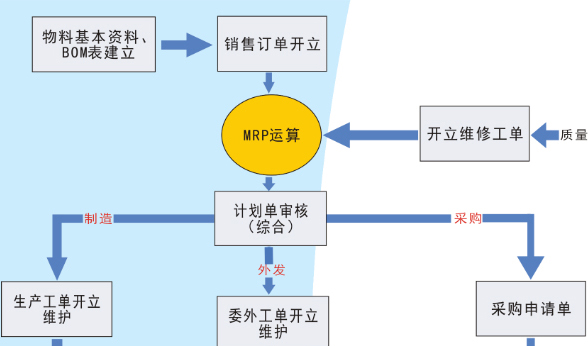
3. 來料加工核心流程圖和程式功能

3.1 客戶來料加工操作點:采購員開立委外采購單,是要是加工多少數量,單價多少?
客戶倉庫根據委外工單進行發料至供應商,可分批發料
委外采購單和發料單可能不是同一時間到達
3.2 收到客戶委外采購單,相當于我方的業務銷售訂單,由業務員錄入到的系統中。
客戶實物送料進行加工,則我方倉庫員根據來料加工銷售訂單進行收件,收件完成該物料的倉庫庫存數量增加。
PS: 部分客戶操作不規范,未做委外采購單下立的動作,直接送料進行加工生產。則我方人員需要馬上開立來料加工業務銷售訂單,然后馬上開立客戶來料收件單。
3.3 來料收件過程中,如果來料不良,則直接拒收加工。已經收料而在加工過程中發現來料不良,則開立退來料不良品單,退件扣減倉庫庫存
3.4 加工完成, 送貨給客戶,根據來料加工業務銷售訂單開立‘加工完成出貨單’,開立來料加工送貨單,則扣減倉庫庫存,‘加工完成出貨單’是我方和客戶對賬的依據
3.5 加工過程中,由于我方原因,出現質量損壞的,如果我方要承擔損失則開立加工報廢退回單,如果客戶自己承擔損失,則我方開立退來料不良品單。
4. 二次返工流程
由于我方原因加工未達到客戶要求,而出貨給客戶,客戶發現后退回,要求免費二次返工,則走二次返工流程。如果收費則走正常的來料加工流程。
4.1 返工來料,可以在原單基礎上面,做“返工客戶來料收件”。
4.2 返工送貨,可以在原單基礎上面,做“返工加工完成出貨”。
4.3 返工報廢,如果返工已經無法處理的,做“返工報廢退回”。
二次返工不存在返工退不良品的情況,因為返工送過來的,只能送貨和報廢兩種情況。
5. 訂單追蹤分析

5.1來件數量 = 退件數量 + 送貨數量 + 報廢數量
5.2 返工來件數量 = 返工送貨數量 + 返工報廢數量
5.3 訂單數量只是做參考, 實現過程中 : 訂單數量 可能不等于 來件數量
5.4 可能有 “ 退件數量 + 送貨數量 + 報廢數量 > 來件數量 ”, 原因是來件單數量寫100,倉庫點數不準確,實物發料105.
5.5所有單據都有審核操作步驟,單據審核之后生效,單據審核之后加減實時庫存,并更新訂單追蹤表的相關數量欄位.
6. 客戶對賬單明細表

7. 單據前綴

8.手機app解決方案
8.1查詢區間時間段的訂單收件,出貨,返工,收款情況
8.2查詢倉庫的庫存情況及其他單據
8.3各種單據手機app簽核等





電話: 0760-86888808
手機: 13590940718(微信)
專線: 18022022261
QQ: 549590397





掃描二維碼,保存聯系方式









 當前所在頁面:
當前所在頁面:
